Introduction
A conveyor belt splice fails mid-shift in a mineral processing facility, halting production for six hours at $12,000 per hour in lost throughput. A rubber gasket seal in a chemical processing line degrades under flex, causing product contamination and an emergency shutdown. An automotive weatherstrip delaminates after 18 months, triggering a warranty claim and a field service call. The common thread? The wrong adhesive choice for rubber-to-rubber bonding.
Those failures trace back to rubber's material properties. Rubber's naturally low surface energy—18.5 dynes/cm for PTFE, around 36 dynes/cm for nitrile—makes it one of the most adhesive-resistant materials in industrial use. Compare that to aluminum at 500–840 dynes/cm, and the challenge becomes clear: adhesives struggle to wet rubber surfaces properly.
High elasticity compounds the problem. Rubber flexes, peels, and moves in ways that fracture rigid bonds over time. Not all "rubber glues" perform equally under real-world peel, flex, and shear conditions.
This guide ranks the top adhesive types for rubber-to-rubber bonding using T-peel test data, covers selection criteria by rubber type and environment, and walks through practical application techniques for industrial and field use.
Summary
- Rubber's low surface energy (18–36 dynes/cm) resists adhesive wetting, making bonding inherently difficult
- T-peel strength tests predict real-world adhesive durability on flexible rubber better than any other metric
- Polyurethane and cyanoacrylate adhesives deliver the highest peel strength for most rubber-to-rubber applications
- Surface preparation (solvent degreasing and primer application) is mandatory for durable bonds
- On difficult rubbers like silicone and EPDM, molecular bonding technologies consistently outperform standard adhesives
Why Rubber-to-Rubber Bonding Is Harder Than It Looks
Rubber surfaces are low surface energy materials, meaning adhesives struggle to "wet" and grip them properly. Surface energy quantifies how easily a liquid spreads across a solid surface—the lower the energy, the harder it is for adhesives to make contact at the molecular level. Common rubbers register far below metals:
| Material | Surface Energy (dynes/cm) |
|---|---|
| PTFE | 18-19 |
| Silicone | 20-24 |
| EPDM | 29 |
| Polyethylene (PE) | 30-31 |
| Nitrile (NBR) | 36 |
| Aluminum | 500-840 |
| Steel | 700-1,100 |
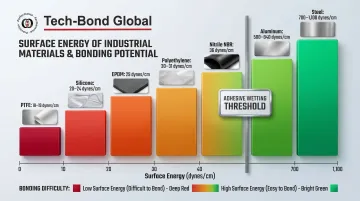
That 800+ dyne gap is why industrial adhesives formulated for metal bonding lose grip almost entirely on rubber surfaces.
Surface energy is only part of the problem. Rubber processing introduces mold release agents, plasticizers, and lubricants that migrate to the surface over time—a phenomenon called "blooming." These compounds create a weak boundary layer (WBL) between the adhesive and substrate.
When stress is applied, the bond fails within this contaminated layer, not at the adhesive interface. Two identically-looking rubber parts can produce drastically different bond results depending on their compounding additives and processing history.
Rubber chemistry compounds the difficulty further. Natural rubber, EPDM, nitrile (NBR), silicone, neoprene, SBR, and polyurethane rubber each have different polarity, hardness, and porosity—requiring different adhesive chemistry to achieve permanent bonds.
What Peel Test Results Actually Tell You
T-peel strength measures the force per unit width (N/25mm) required to separate two flexible bonded substrates pulled apart in a T-shape configuration.
Unlike tensile or lap shear tests—which distribute forces across the entire bond area—T-peel tests concentrate stress at the leading edge of the bond, exactly where rubber flexes and peels in real-world use.
Why this matters: rigid adhesives like standard epoxies often record impressive tensile strength numbers but underperform significantly in T-peel testing — they crack rather than flex under peeling loads. For gaskets, belts, hose splices, and rubber lining applications, T-peel strength predicts service life far better than shear strength alone.
Several variables shape T-peel results:
- Substrate pair (rubber-to-rubber vs. rubber-to-metal)
- Surface preparation quality
- Adhesive viscosity and cure conditions
- Rubber hardness and elongation properties
The values in the following section serve as general benchmarks, not absolute specifications — rubber compound chemistry varies enough that field conditions can shift results meaningfully. Always test candidates on your specific substrate before committing to production.
Best Adhesives for Rubber-to-Rubber Bonding: Ranked by Peel Strength
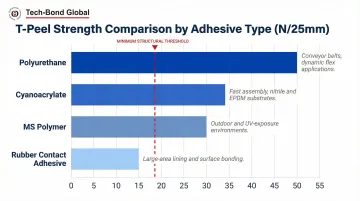
Adhesives below are ranked from highest to lowest T-peel performance on flexible rubber substrates. As a baseline, most structural rubber bonding applications target a minimum of 15–20 N/25mm — anything below that range risks failure under dynamic loading or environmental stress.
Polyurethane Adhesives
Polyurethane adhesives are one- or two-component reactive systems that cure to a highly elastic film, combining strong adhesion with the flexibility needed to match rubber's elongation. Widely used in automotive weatherstripping, rubber conveyor belt splicing, and industrial rubber component assembly, polyurethanes consistently rank at the top for T-peel performance in rubber bonding.
Key differentiators:
- Reactive hot-melt and two-component formulations maintain flexibility post-cure—critical for dynamic applications like belts and hoses
- Moisture-curing 1K grades offer field-deployable simplicity
- Excel in high-flex cycles and dynamic loading environments
| Attribute | Specification |
|---|---|
| T-Peel Strength (Rubber/Rubber) | 30-50 N/25mm (approximate range; exact values depend on rubber type and formulation) |
| Best Suited For | Conveyor belt splicing, hose repair, rubber gaskets, automotive seals; applications with high flex cycles and dynamic loading |
| Key Limitations | Two-component versions require precise mix ratios; moisture-curing grades are humidity-dependent; longer open time than cyanoacrylate |
Cyanoacrylate (Instant Adhesive / Super Glue)
Cyanoacrylate is a single-component acrylic resin that cures rapidly via moisture on the substrate surface, requiring no mixing. It's the most commonly specified adhesive for rubber bonding due to its fast fixture time and broad rubber compatibility, including nitrile, EPDM, and natural rubber.
Key differentiators:
- Available in viscosity grades from water-thin to thixotropic gel—suitable for porous foam rubber versus smooth molded rubber
- Rubber-toughened formulations add impact and peel resistance, achieving 40-60 N/25mm on benchmark metals
- Primers (for example, for polyolefin or silicone rubber) extend bonding capability to otherwise difficult substrates
| Attribute | Specification |
|---|---|
| T-Peel Strength (Rubber/Rubber) | 15-35 N/25mm (depending on rubber type and surface prep; toughened grades and primer-assisted bonds reach the higher range) |
| Best Suited For | Nitrile, natural rubber, EPDM, neoprene; fast assembly operations; applications requiring <30 second fixture time |
| Key Limitations | Brittle under long-term dynamic flex without toughened formulation; less effective on silicone rubber without a primer; moisture-sensitive during cure |
Rubber-Based Contact Adhesives (Nitrile / Neoprene / SBR)
Rubber-based contact adhesives are solvent-borne or water-borne systems built on the same polymer chemistry as the substrate — for example, a nitrile-based adhesive for nitrile rubber. This "like-dissolves-like" principle enables polymer chain interdiffusion at the interface, producing strong bonds when adhesive and substrate share a chemical backbone.
Key differentiators:
- Excellent initial tack and long open time make them practical for large-area rubber bonding and lining applications (tank and pipe lining, rubber flooring)
- Phenolic-modified rubber adhesive grades offer improved heat and solvent resistance, with benchmark peel strengths exceeding 100 N/25mm on certain substrates
- Water-borne versions eliminate solvent exposure in enclosed spaces
| Attribute | Specification |
|---|---|
| T-Peel Strength (Rubber/Rubber) | 5-15 N/25mm (general range for standard formulations; phenolic-modified grades can exceed 100 N/25mm) |
| Best Suited For | Natural rubber, nitrile, neoprene, and SBR bonding; large surface area applications; rubber lining for tanks, pipes, and floors |
| Key Limitations | Lower permanent peel strength than urethane or cyanoacrylate in most formulations; solvent-based versions carry EHS and VOC concerns; requires two-surface ("contact") application method |
Modified Silicone / MS Polymer Adhesives
When rubber components face outdoor exposure, UV, or ozone degradation, MS polymer adhesives are the practical choice. These hybrid systems combine silicone's elasticity and weather resistance with meaningfully better adhesion than standard silicone sealants — and most formulations bond without primers across a wide range of substrates.
Key differentiators:
- Bond to both rubber and non-rubber substrates without primers in many formulations
- Excellent UV, ozone, and temperature resistance
- Remain flexible across a wide temperature range, maintaining peel resistance where rigid adhesives crack
| Attribute | Specification |
|---|---|
| T-Peel Strength (Rubber/Rubber) | 10-30 N/25mm (approximate range for MS polymer systems) |
| Best Suited For | Outdoor rubber bonding, HVAC rubber seals, marine applications, rubber components exposed to UV or ozone |
| Key Limitations | Lower peel strength than polyurethane systems; longer cure time (moisture-curing); may require specific primers for non-porous rubbers |

Epoxy Adhesives (Flexible / Rubber-Modified Formulations)
Standard rigid epoxies perform poorly in T-peel testing on rubber despite high tensile strength. The brittleness of a rigid epoxy matrix causes it to crack rather than flex under peeling loads, producing low 2-10 N/25mm peel strengths. Rubber-modified and flexibilized two-component systems improve peel performance considerably and are well-established in aerospace and industrial rubber-to-metal bonding.
Key differentiators:
- Best choice when high shear strength AND moderate peel strength are required simultaneously (such as rubber-to-metal in vibration dampers or aerospace gaskets)
- Excellent chemical and temperature resistance
- Two-component systems with elongation-optimized formulations (look for "flexibilized" or "peel-grade" designations) can achieve 110-150 N/25mm on benchmark substrates
| Attribute | Specification |
|---|---|
| T-Peel Strength (Rubber/Rubber) | 2-10 N/25mm (standard rigid epoxy); 10-20 N/25mm (rubber-modified/flexibilized formulations); up to 110-150 N/25mm (highly specialized peel-grade epoxies) |
| Best Suited For | Rubber-to-metal or rubber-to-plastic bonding where shear strength is priority; aerospace and industrial vibration dampers; applications needing chemical resistance |
| Key Limitations | Standard (rigid) grades unsuitable for pure rubber-to-rubber peel applications; requires precise mix ratio; longer cure times than cyanoacrylate |
How We Chose the Best Rubber-to-Rubber Adhesives
Adhesives were assessed using four criteria:
- T-peel strength data — the primary metric for rubber's flexible bonding mode
- Substrate compatibility — performance across common rubber types (nitrile, EPDM, natural rubber, silicone, neoprene, SBR)
- Cure mechanism and application practicality — single vs. two-component, fixture time, field deployability
- Environmental stress performance — resistance to temperature, chemicals, UV exposure

Common selection mistakes to avoid:
- Choosing adhesive type based on brand recognition alone (assuming "super glue" is always the answer)
- Ignoring rubber type and surface energy differences
- Overlooking the difference between tensile/shear strength specs and T-peel performance — high shear strength doesn't translate to high peel strength, especially for rubber
For industrial applications where rubber bonding failure carries operational consequences — pipeline linings, conveyor belts, mining equipment rubber components — the selection standard must go beyond consumer-grade adhesives. Molecular bonding technologies like Tech-Bond Global's patented Polymer Bonding Process, which cross-links rubber at the molecular level rather than adhering at the surface, are designed for industrial rubber applications where surface-level adhesion isn't enough.
Conclusion
Rubber-to-rubber adhesive selection demands a matched approach. The right chemistry depends on rubber type, operating environment, joint geometry, and whether the bond will face dynamic peel stresses in service. Matching adhesive to these variables — guided by T-peel performance data — separates joints that hold from those that fail in the field.
Before production commitment, test adhesive candidates on your specific rubber substrate, prioritizing T-peel testing over tensile-only data for flexible rubber applications.
On difficult substrates like silicone rubber, EPDM, and rubber-lined pipelines or industrial equipment, conventional adhesives often can't achieve the chemical adhesion needed for a lasting bond. Tech-Bond Global's patented molecular bonding process crosslinks directly at the polymer surface — bypassing the limitations that cause adhesive-based systems to delaminate under peel stress or chemical exposure.
For industrial rubber bonding challenges, contact Tech-Bond Global at +1 877-565-7225 or support@techbondglobal.com to discuss your substrate and application.
Frequently Asked Questions
What is the best adhesive to bond rubber to rubber?
Cyanoacrylate and polyurethane adhesives lead for most rubber-to-rubber applications. Polyurethane is preferred for high-flex and dynamic applications due to its superior T-peel strength (30-50 N/25mm), while cyanoacrylate offers the fastest cure for assembly operations.
Will Gorilla Glue bond rubber to rubber?
Polyurethane-based Gorilla Glue can bond rubber surfaces and has decent initial adhesion, but it is formulated for general DIY use rather than industrial rubber bonding. It may not maintain peel strength under dynamic flex or harsh chemical/UV exposure and is not recommended for critical rubber applications.
Does E6000 stick to rubber?
E6000 is a flexible adhesive that adheres to many rubber types and is popular for crafts and footwear repair. However, its long cure time and lower peel strength relative to industrial-grade polyurethane or cyanoacrylate adhesives make it better suited for low-stress consumer applications than industrial rubber bonding.
What is T-peel strength and why does it matter for rubber bonding?
T-peel strength measures the force required to separate two flexible bonded sheets pulled apart in a T-shape. It matters for rubber because joints flex and peel in real use — making T-peel a better predictor of service life than tensile or lap shear data alone.
Does the type of rubber affect which adhesive you should use?
Yes, rubber type is a primary selection variable. Nitrile and natural rubber bond well to cyanoacrylate and rubber-based contact adhesives, while silicone rubber requires a specialized primer or molecular bonding approach. EPDM and neoprene have different surface energies and may need surface activation before any adhesive will hold.
Can silicone rubber be bonded with standard adhesives?
Silicone rubber has an extremely low surface energy (near PTFE levels at 20-24 dynes/cm), making it resistant to all standard adhesives without surface activation or a specialized cyanoacrylate primer. For permanent bonds, molecular bonding processes that cross-link at the surface level — such as Tech-Bond Global's patented polymer bonding system — are far more reliable than any surface-applied adhesive.