Introduction
In industrial and construction settings, the wrong bonding adhesive doesn't just produce a weak joint — it triggers unplanned downtime, costly re-work, and in critical infrastructure, potential system failure. According to industry estimates, unplanned downtime costs manufacturers an average of $260,000 per hour. Automotive plants can lose up to $2.3 million hourly during outages.
Emergency repairs run 3 to 5 times more than planned maintenance, making adhesive selection one of the most high-stakes material decisions teams face.
This guide covers the main types of bonding adhesives, the six critical selection factors engineers use to match adhesives to applications, and why standard adhesives fail for an entire class of materials—low-surface-energy polymers like HDPE, PTFE, and polypropylene. We'll also explore what the right solution looks like when conventional chemistry falls short.
Summary
- Bonding adhesives create load-bearing joints through chemical or mechanical adhesion; no single adhesive works best across all applications
- Major adhesive types—epoxies, cyanoacrylates, structural acrylics, polyurethanes—each have distinct strength profiles and substrate compatibility ranges
- Selection comes down to six factors: substrate type, bond strength, environment, cure time, application method, and total cost
- Standard adhesives cannot permanently bond low-surface-energy polymers (HDPE, PTFE, polypropylene)—a critical gap in pipeline and industrial maintenance
- Molecular bonding technology solves this by creating permanent crosslinks directly at the substrate interface—not just on the surface
What Are Bonding Adhesives?
Bonding adhesives are materials that join two substrates by forming a load-transferring interface through either mechanical interlocking (penetrating surface pores) or chemical adhesion (molecular interaction with the substrate surface). No single adhesive chemistry performs optimally across all materials: substrate chemistry, surface energy, operating environment, and required performance life all shape the outcome.
A choice that works perfectly on steel may be completely ineffective on plastic.
Main Types of Bonding Adhesives
Epoxy Adhesives
Single-part heat-cure epoxies deliver the highest tensile strength for metal bonding applications. For example, Henkel's LOCTITE EA 9535 achieves 40 N/mm² (5,800 psi) tensile strength but requires a 120°C heat cure. Two-part room-temperature epoxies cure at ambient temperature and bond a broader range of substrates including composites, achieving comparable shear strength without oven curing infrastructure.
Cyanoacrylates and Structural Acrylics
Cyanoacrylates offer rapid bonding for precision and small-area joints but become brittle under impact and have limited chemical resistance. LOCTITE 430 delivers 20-30 N/mm² (2,900-4,350 psi) lap shear on grit-blasted steel with instant tack. Structural acrylics (MMAs) provide high shear strength on metals and some plastics with minimal surface prep requirements. Permabond TA4610 achieves 15 N/mm² (2,175 psi) on HDPE, making MMAs common in manufacturing assembly.
Polyurethane and Construction Adhesives
Polyurethane adhesives offer flexibility and waterproofing for wood, foam, and composite applications. Sikaflex-11 FC is a representative product in this category, ideal for dynamic joints. Construction adhesives are formulated for broad-use building materials. Both rely heavily on surface porosity and mechanical keying, limiting effectiveness on non-porous substrates like smooth plastics or polished metals.
Why Choosing the Right Adhesive Matters for Industrial Applications
That limitation matters more than it might seem. The right adhesive match is the difference between a joint that lasts and one that fails under load.
Adhesive bonding distributes stress across the entire bonded area, reducing fatigue-point failures compared to mechanical fasteners. This is especially valuable in vibration-prone, dynamic-load, or thin-section assemblies where localized stress concentrations lead to premature failure.
The operational consequences of getting it wrong are severe. Manufacturing downtime carries enormous costs, with equipment failures accounting for about 42% of that figure. In pressurized or chemical-service systems, the total cost of a bond failure — emergency repair, safety risk, and lost production — far exceeds the cost of the adhesive itself.
Key Factors for Choosing the Best Bonding Adhesive
The "best" adhesive cannot be determined from brand reputation or shelf strength alone. Material chemistry, operating environment, and deployment constraints must all be matched simultaneously. Failure to align these factors is the leading cause of premature adhesive bond failure in the field.
Substrate and Material Type
Porous substrates (wood, concrete, rough metal) provide mechanical keying surfaces, while non-porous or smooth substrates (glass, polished metal, smooth plastics) require adhesives with strong chemical affinity for the surface. The wrong match results in adhesive failure at the interface rather than within the bond itself.
Surface energy is the critical variable for plastics. High-surface-energy materials like metals bond readily to most adhesives. Low-surface-energy polymers present a bonding challenge:
- PTFE (Teflon): 18.5 dynes/cm
- Silicone: 24 dynes/cm
- Polypropylene and Polyethylene: 31 dynes/cm
These materials may require primers, flame treatment, or entirely different bonding technology.
Bond Strength Requirements
Engineers evaluate adhesives using three key strength metrics:
- Tensile strength: Resistance to pulling forces perpendicular to the bond
- Lap shear strength: Resistance to parallel/sliding forces
- Peel strength: Resistance to peeling/angular force
A high tensile strength adhesive may have poor peel strength, making it unsuitable for flexible or dynamic joints.
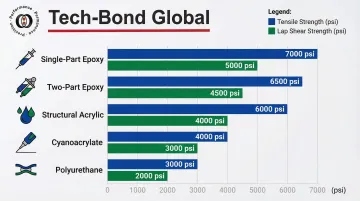
Comparative Strength Ranges:
| Adhesive Family | Tensile Strength | Lap Shear Strength (Metal) |
|---|---|---|
| Single-Part Epoxy | 40 MPa (5,800 psi) | 25 MPa (3,600 psi) |
| Two-Part Epoxy | 35.4 MPa (5,134 psi) | 31 MPa (4,500 psi) |
| Structural Acrylic | N/A | 5-15 MPa (725-2,175 psi) |
| Cyanoacrylate | 12-25 MPa (1,740-3,625 psi) | 20-30 MPa (2,900-4,350 psi) |
| Polyurethane | 1.55 MPa (225 psi) | 1.14 MPa (165 psi) |
Environmental and Operating Conditions
Temperature range, chemical exposure (solvents, fuels, acids), moisture or submersion, UV exposure, and pressure cycling all degrade adhesive bond strength over time. These factors compound in industrial environments like mining, offshore, and pipeline operations.
Epoxy adhesives experience significant temperature performance drops under thermal stress. LOCTITE adhesives also show measurable strength retention loss, and 22% after 3,000 hours in 10% acetic acid.
An adhesive qualified in lab conditions may underperform dramatically in field conditions. Always verify operating environment specifications against the adhesive's published technical data sheet, not just marketing claims.
Cure Time and Application Method
Three timing milestones determine how and when you can load a bond:
- Open time (working window): How long you have to position parts after applying the adhesive
- Tack time (initial set): When the bond holds position but hasn't reached full strength
- Full cure: When bond strength peaks — often three to five times higher than at tack
Premature loading is one of the most common causes of bond failure in the field.
Deployment context shapes which adhesives are even viable. Single-part heat-cure epoxies require oven curing infrastructure — impractical for field repairs. Other adhesives are formulated specifically for field deployment with no special equipment, a critical factor in maintenance and overhaul applications where downtime windows are measured in hours, not days.

Long-Term Durability and Total Cost of Ownership
Adhesive total cost of ownership includes material cost, application labor, surface preparation requirements, re-repair frequency, and the consequence cost of bond failure. A lower-cost adhesive that requires re-application every 12 months is far more expensive than a premium solution that lasts the life of the asset.
Water main break statistics. When replacing or repairing these systems, HDPE pipes offer a 50-100 year expected life and deliver 40-45% lower lifecycle costs compared to ductile iron pipes due to reduced maintenance, better energy efficiency, and fewer repairs.
In high-stakes infrastructure, the permanence of the bond isn't just a performance spec — it's the budget line item that matters most.
The Polymer Bonding Challenge: Where Standard Adhesives Fall Short
Polymers like HDPE, PTFE, polypropylene, and silicone rubber are resistant to traditional adhesives for a fundamental material science reason: these materials have extremely low surface energy and chemically inert molecular structures. Adhesives cannot form meaningful chemical bonds with them and can only achieve weak mechanical adhesion at the surface—bonds that delaminate under pressure, thermal cycling, or chemical exposure.
Conventional approaches attempt to address this problem through primers, flame treatment, plasma treatment, or mechanical roughening—but these remain inadequate for high-stress, pressurized, or chemically aggressive service conditions.
Plasma treatment wettability loss, with surface free energy dropping significantly within the first month of storage—a phenomenon called "hydrophobic recovery." The improvements are temporary and do not create durable bonds capable of withstanding sustained pressure, thermal cycling, or chemical exposure in field conditions.
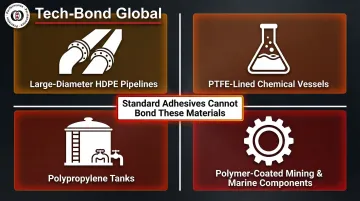
This polymer bonding gap has real-world infrastructure consequences. The global HDPE pipes market was valued at $24.44 billion in 2025 and is projected to reach $37.93 billion by 2034, with municipal water and sewer systems driving the largest share of demand. None of these assets can be permanently repaired using standard adhesives:
- Large-diameter HDPE pipelines in water distribution and sewer networks
- PTFE-lined chemical vessels and reactor components
- Polypropylene tanks in industrial processing and wastewater treatment
- Polymer-coated components across mining, energy, and marine systems
The only historical alternatives have been full component replacement or mechanical clamping—both costly and operationally disruptive.
Molecular-level bonding represents the fundamental solution: rather than applying a film of adhesive to a polymer surface, molecular bonding creates crosslinks directly at the substrate interface. The bond becomes part of the material structure, not an attachment to it. That distinction is what makes infrastructure-grade polymer repair possible where conventional adhesive chemistry has no answer.
How Tech-Bond Global Goes Beyond Traditional Adhesives
Tech-Bond Global's Patented Polymer Bonding Process is the first technology capable of creating permanent molecular-level bonds between any polymer and itself, other polymers, or virtually any substrate—including materials previously considered unbondable (HDPE, PTFE, polypropylene, silicone rubber). The tagline "not gluing, but bonding" reflects the mechanism precisely: crosslinking at the molecular level, not surface adhesion.
That mechanism gets its most demanding test in the field. The Tech Patch Repair System (TPRS) delivered a clear proof point in 2023 when Borouge in Abu Dhabi brought in Tech-Bond Global to repair cracks in a 78-inch HDPE pipe — a repair no standard adhesive could handle.
The technology is validated through Tech-Bond Global's partnership with IIT Dhanbad, with results meeting ASTM testing standards and API compliance requirements.
For operations that can't afford unplanned shutdowns, those credentials translate directly into operational value:
- Delivers permanent repairs stronger than the original material
- Bonds substrates no standard adhesive can touch
- Deploys in the field without special equipment or controlled curing conditions
- Eliminates replacement costs and reduces unplanned downtime
- Proven across mining, energy, pipeline, marine, and municipal water systems

Conclusion
The best bonding adhesive is not the one with the highest shelf rating or the most familiar brand—it is the one properly matched to substrate chemistry, strength requirements, operating environment, and long-term durability expectations. Most adhesive failures come down to specification mismatches, not product defects.
For most materials, the selection framework in this guide will point you to the right product. The calculus shifts, however, when the substrate is a polymer — HDPE pipe, PTFE fittings, polypropylene tanks, or silicone components. These materials resist conventional adhesive chemistry by design.
That's where molecular bonding diverges from standard adhesive selection entirely. Instead of a surface-layer bond, the process creates crosslinks at the molecular level — producing joints that exceed the base material's strength and hold under chemical exposure, pressure, and heat that would degrade traditional adhesives. Companies like Tech-Bond Global have built patented systems around this mechanism, specifically for industrial repair and joining applications where conventional glues fail.
Quick decision guide for your situation:
- Standard substrates (metal, wood, glass, ceramic): Apply the substrate-compatibility framework from this guide — epoxy, polyurethane, or cyanoacrylate will typically cover the requirement
- Flexible or rubber-based materials: Prioritize elongation-rated adhesives; verify chemical resistance matches the operating environment
- Polymer substrates (HDPE, PTFE, polypropylene, silicone): Conventional adhesives will not hold permanently — molecular bonding systems are the appropriate technology category
- High-stress or field-repair scenarios: Confirm cure time, temperature range, and mechanical load ratings before specifying any product
Match the adhesive to the application. That decision — not brand loyalty or shelf familiarity — determines whether the bond lasts.
Frequently Asked Questions
What is the strongest bonding adhesive?
Single-component heat-cure epoxies reach up to 5,800 psi tensile strength on metal substrates. For low-surface-energy polymers like HDPE and PTFE, however, molecular bonding systems that create crosslinks at the substrate level outperform the parent material itself — no conventional adhesive comes close to that result.
What is the best glue for dissimilar materials?
Structural acrylic (MMA) adhesives and two-part epoxies handle many dissimilar material combinations (metal-to-composite, metal-to-plastic) with good performance. However, for dissimilar bonds involving low-surface-energy polymers, a molecular bonding approach is required for permanent, load-bearing results.
What epoxy is used for dissimilar metals?
Two-part epoxies and structural acrylic adhesives are the standard solutions for dissimilar metal bonding. Surface preparation, thermal expansion mismatch, and gap-filling properties all affect joint performance — verify these factors against the manufacturer's technical data sheet before specifying.
Can standard adhesives bond polymers like HDPE or PTFE?
Standard adhesives cannot form durable bonds on low-surface-energy polymers because these materials resist chemical adhesion at the surface level. Even with primers or surface treatment, bonds remain susceptible to delamination under load, pressure, or chemical exposure—molecular bonding technology is the only proven permanent solution.
What is the difference between bonding and gluing?
Gluing deposits an adhesive film between surfaces that holds through surface contact. Molecular bonding creates chemical crosslinks at the substrate interface, integrating the bond into the material structure itself. In high-stress, pressurized, or chemically aggressive environments, that structural difference determines whether a joint holds or fails.
How do I choose the right adhesive for my application?
Start with your substrate: its chemistry and surface energy determine which adhesive families are even viable. Then define required bond strength (tensile, shear, or peel), operating environment (temperature, chemicals, pressure), and application constraints (field deployment vs. factory cure time). For polymer substrates, determine early whether a molecular bonding system is needed — conventional adhesives won't hold on HDPE, PTFE, or similar materials.