Introduction
PFA and PTFE look nearly identical on a specification sheet. Both offer exceptional chemical resistance and continuous service temperatures up to ~260°C. In field operations, though, they perform quite differently — and that gap matters when you're specifying components for chemical processing, semiconductor manufacturing, pipeline systems, or aerospace.
Selecting the wrong fluoropolymer carries real operational consequences: premature component failure, unplanned downtime, and costly emergency replacements. A PTFE-lined ball valve failing within six months due to creep is a textbook example of misapplication — one that required full system replacement rather than a simple repair.
The core differences between PFA and PTFE come down to processability, mechanical behavior under load, and application-specific performance.
Understanding these distinctions upfront helps engineering teams specify the right material before a failure forces the decision.
Summary
- Both share excellent chemical resistance and a 260°C service temperature, but differ in processability, creep behavior, and cost
- PFA can be injection molded, extruded, and welded — PTFE cannot be melt-processed and requires sintering or ram extrusion
- PFA offers superior creep resistance and 3–4× higher dielectric strength; PTFE wins on lower friction and folding endurance
- PFA carries a 30–50% price premium over PTFE, justified by processing flexibility and high-purity performance
- Choose PTFE for seals, gaskets, and low-friction applications; choose PFA for welded assemblies, semiconductor tubing, and high-purity systems
PFA vs. PTFE: Quick Comparison
Cost
PTFE: Generally more affordable and widely available across commodity applications. Its lower material cost and established manufacturing infrastructure make it the default choice when budget constraints dominate.
PFA: Commands a 30-50% price premium over PTFE due to more complex copolymer synthesis, longer cure cycles, and ultra-high-purity manufacturing requirements.
Semiconductor-grade PFA must be injection molded and packaged entirely within Class 1000 cleanrooms to control metal ion contamination at parts-per-billion levels — a cost justified only in precision-critical or contamination-sensitive applications.
Processability and Fabrication
PTFE: Non-melt-processable. Even at its melting point (~327°C), PTFE transitions to a gel state rather than flowing as a liquid. It must be compression molded, ram extruded, or sintered — processes that restrict geometric complexity, increase tooling costs, and make conventional welding impossible.
PFA: Fully melt-processable via standard injection molding and screw extrusion. Perfluoroalkyl vinyl ether side chains disrupt PTFE's crystalline structure just enough to enable flow under heat and pressure.
This allows manufacturers to produce tubular assemblies, complex fittings, and welded sealed systems not achievable with PTFE.
Mechanical Performance
These processing differences carry through to measurable performance gaps across friction, creep, and electrical properties:
| Property | PTFE | PFA |
|---|---|---|
| Coefficient of Friction | 0.05–0.10 | 0.1–0.3 |
| Cold Flow/Creep (6.9 MPa, 25°C, 1000 hrs) | >10% | >2% |
| Dielectric Strength | 24 kV/mm | 80 kV/mm |
| Flexural Modulus | 345–620 MPa | 590–625 MPa |
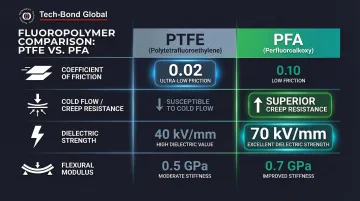
PTFE: Lowest coefficient of friction of any solid material, superior folding endurance, but significant cold flow under sustained load (>10% deformation under standard test conditions).
PFA: Better creep resistance (less than 2% cold flow under identical loads), slightly stiffer, and 3-4× higher dielectric strength — critical for high-field electrical insulation applications.
What is PTFE?
Polytetrafluoroethylene (PTFE) is the original fluoropolymer — a linear chain of repeating CF₂ units bonded by one of the strongest carbon-fluorine bonds in organic chemistry. Discovered accidentally on April 6, 1938, by Dr. Roy J. Plunkett at DuPont's Jackson Laboratory, PTFE remains the most widely used fluoropolymer globally, representing 65% of the fluoropolymer market.
PTFE delivers exceptional performance across demanding applications:
- Virtually chemically inert across acids, bases, and solvents
- Continuous service temperature up to ~260°C
- Lowest coefficient of friction of nearly any solid material
- Excellent electrical insulation and extreme hydrophobicity
PTFE carries a critical processing limitation: its extremely high melt viscosity prevents flow even at elevated temperatures — it gels rather than liquefies. This rules out conventional injection molding.
Instead, manufacturers rely on compression molding, ram extrusion, and sintering. These methods restrict geometric complexity, drive up tooling costs, and make conventional bonding or welding nearly impossible. Tech-Bond Global's patented molecular bonding process addresses this directly, enabling permanent PTFE bonds and field repairs that standard adhesives cannot achieve.
PTFE Grades and Variants:
- Virgin PTFE: Unmodified polymer for maximum chemical inertness
- Glass fiber-filled PTFE: Improves compressive strength by up to 40% and reduces deformation under load
- Carbon/graphite-filled PTFE: Enhances wear resistance in dry and wet sliding applications
- Bronze-filled PTFE: Delivers better creep resistance and higher thermal conductivity for high-load or high-speed contacts
Use Cases of PTFE
PTFE dominates applications where ultra-low friction and maximum chemical inertness are primary design requirements, and where complex geometries are unnecessary:
- Seals, gaskets, and valve seats in oil and gas pipelines — operating from cryogenic temperatures to 300°C with high extrusion resistance
- Chemical tank linings — sheet PTFE protects carbon steel or FRP tanks from highly corrosive substances
- Non-stick coatings in food processing — virgin PTFE meets FDA compliance under 21 CFR 177.1550 for direct food contact
- Aerospace wire insulation — extruded insulation and wrapped tape for hook-up wires and power feeder cables per MIL-W-22759
- Cryogenic seals in LNG systems — spring-energized PTFE seals hold tight in liquefied natural gas ball valve stems at temperatures as low as -196°C
What is PFA?
Perfluoroalkoxy (PFA) is a copolymer developed after PTFE, built to solve one of PTFE's key limitations: it can't be melt-processed. PFA incorporates perfluoroalkyl vinyl ether side chains into the molecular backbone, disrupting crystallinity just enough to allow conventional melt processing while preserving near-identical chemical resistance.
Key Performance Advantages Over PTFE:
- Cold flow under sustained load stays below 2% (versus PTFE's 10%+), meaning better dimensional stability in pressurized systems
- Dielectric strength runs 3-4× higher than PTFE (80 kV/mm vs. 24 kV/mm), making it the preferred choice for high-voltage insulation
- Resists stress cracking under combined mechanical and chemical loading better than PTFE
- Can be welded into sealed assemblies, supporting long-term structural integrity where PTFE joints cannot
Processing Freedom:
PFA's melt-processability opens up injection molding, screw extrusion, and welding. Manufacturers can produce complex tubular assemblies, lined fittings, and intricate component geometries that PTFE simply cannot form. This also supports higher consistency across high-purity production runs — critical for semiconductor and pharmaceutical applications.
Limitations:
- Higher material cost (30-50% premium over PTFE)
- Slightly lower folding endurance (flex life)
- More susceptible to water absorption and weathering than PTFE (though superior in salt spray resistance)
Use Cases of PFA
PFA is the dominant choice in environments where contamination control, weld-sealed integrity, and chemical exposure converge:
- Semiconductor manufacturing: Ultra-high-purity chemical delivery lines, wafer carriers, SEMI F57-compliant tubing, and manifolds that resist aggressive wet chemicals without leaching metal ions
- Pharmaceutical equipment: Biocompatible tubing and stretch-blow-molded bottles meeting USP Class VI and ISO 10993 standards, built to withstand repeated sterilization via steam autoclave, gamma radiation, and chemical sterilants
- Chemical processing: Seamless, welded assemblies for high-temperature corrosive fluid handling where joint integrity cannot be compromised
- Hydrogen fuel and aerospace systems: High-pressure gas infrastructure evaluated under SAE J2601 and ISO 19880-1 protocols, plus hose assemblies for chemical-resistant fluid transfer in aerospace applications

PFA vs. PTFE: Which Should You Choose?
The choice between PFA and PTFE should be driven by several key variables: fabrication requirements, mechanical load and creep expectations, purity and contamination sensitivity, and budget constraints. Both materials share the same temperature ceiling (~260°C), so temperature alone should not drive the decision.
Choose PTFE When:
- Ultra-low friction is essential (seals, bearings, valve seats)
- The application requires simple geometries achievable by sintering
- Budget is a constraining factor
- Folding endurance or flexibility under dynamic load is critical (expansion joints, flexible liners)
- Cryogenic performance is required
Choose PFA When:
- The application requires welded or molded assemblies (tubing systems, complex fittings)
- Contamination control and purity standards are stringent (semiconductor, pharma, hydrogen systems)
- Sustained mechanical load creates creep concerns
- Dielectric performance at higher field strengths is critical
The Middle-Ground Scenario
When applications sit between these criteria — for example, a corrosive fluid system needing both flexibility AND complex geometry — PFA is generally the safer choice, with cost being the main trade-off to justify.
Consult a materials specialist before finalizing specs — especially for mission-critical systems where failure carries high operational or safety costs.
Real-World Application: PTFE in Industrial Repair and Molecular Bonding
PTFE's resistance to bonding has historically shaped its application limits. The same chemical inertness that makes PTFE ideal for harsh environments makes it nearly impossible to adhere, weld, or repair using conventional adhesives or coatings. When PTFE-lined systems suffer damage, that limitation has typically forced full component replacement — adding significant cost and downtime rather than enabling repair.
Tech-Bond Global's patented Polymer Bonding Process addresses this directly. By enabling molecular-level crosslinking on surfaces previously considered unbondable — including PTFE — the process opened a path to repair rather than replacement. Their PTFE-coated E-glass fabric (Tech Wraps) emerged from this discovery, combining PTFE's chemical and thermal resistance with a substrate that actually bonds for pipeline and industrial repair applications.
That capability was put to the test in spring 2023, when Borouge in Abu Dhabi contracted Tech-Bond Global to repair cracking in a 78-inch HDPE pipe. The successful field repair confirmed that molecular bonding techniques can extend the operational life of large polymer systems that would otherwise require full replacement — a meaningful outcome for any team managing critical infrastructure at scale.

For teams choosing between PFA and PTFE, repair capability is a practical factor worth weighing alongside initial material selection. PTFE's bondability limitations have a workaround now — and that changes the long-term cost calculus for aging polymer infrastructure. To learn more about molecular bonding options for PTFE and similar substrates, visit Tech-Bond Global.
Frequently Asked Questions
Which is better PFA or PTFE?
Neither is universally better. PTFE outperforms on friction, flexibility, and cost. PFA wins where melt-processability, creep resistance, and high-purity handling matter. Match the material to the demands of your specific environment — temperature range, chemical exposure, and fabrication method are the deciding factors.
Is PFAS the same as PTFE?
PFAS (per- and polyfluoroalkyl substances) is a broad class of thousands of synthetic chemicals that includes fluoropolymers like PTFE and PFA. PTFE itself is a stable, high-molecular-weight polymer distinct from the smaller PFAS compounds (like PFOA or PFOS) of primary regulatory concern.
Is PFA considered Teflon?
"Teflon™" is a DuPont brand name (now owned by Chemours) that originally referred to PTFE but has since been extended to include PFA (sold as Teflon™ PFA) and other fluoropolymers. PFA can be called a Teflon product, but not all Teflon products are PTFE.
Can PTFE be bonded or welded?
PTFE cannot be conventionally welded or bonded with standard adhesives due to its extreme chemical inertness and low surface energy. Patented molecular bonding processes — such as Tech-Bond Global's Polymer Bonding Process — overcome this by creating permanent crosslinked bonds directly at the PTFE surface, enabling repair and assembly applications that conventional methods cannot achieve.
What is the main processing difference between PFA and PTFE?
PFA can be melt-processed using standard injection molding and extrusion equipment, while PTFE must be compression molded, ram extruded, and sintered due to its extremely high melt viscosity. This makes PFA far easier to form into complex shapes and welded assemblies.
Which is more cost-effective for industrial applications: PFA or PTFE?
PTFE is generally more cost-effective for standard sealing and lining applications. PFA's 30-50% higher upfront cost can be justified in high-purity or complex-geometry applications where its processing advantages reduce fabrication steps or extend component service life.