Introduction
Many operations managers and maintenance teams face a recurring challenge: when a critical pipeline cracks, a storage tank corrodes, or a structural element degrades, the decision to replace or repair can mean the difference between controlled maintenance and catastrophic downtime. These are the decisions composite bonding is designed to solve.
The composite bonding process is a multi-step repair and joining method in which composite materials — typically fiber-reinforced polymer laminates — are applied and cured onto a substrate to restore structural integrity or create permanent bonds between surfaces.
Safety, performance, and cost outcomes depend entirely on procedural discipline. Surface preparation quality, material selection accuracy, and curing compliance determine whether a repair lasts decades or fails within months.
In practice, composite bonding is frequently misapplied — improper technique, wrong material selection, and skipped steps all lead to premature repair failures. According to ASME PCC-2 and ISO 24817 standards, properly executed composite repairs can deliver design service lives up to 20 years. Yet field failures persist when teams treat the process as "wrapping with tape" rather than executing a precision structural repair.
Key Takeaways
- Composite bonding restores damaged surfaces by forming structural-grade joints at the molecular or mechanical level
- Each step matters: surface preparation, priming, composite application, curing, and inspection must be completed in sequence
- Used across pipeline, energy, mining, and marine sectors to repair cracked or corroded components without full replacement
- Bond performance hinges on surface cleanliness, environmental conditions, material type, and bonding chemistry
- Tech-Bond Global's patented Polymer Bonding Process creates molecular-level crosslinks—fundamentally different from adhesive-based methods
What Is the Composite Bonding Process?
Composite bonding is the structured application of composite patch or wrap materials—typically woven fabrics impregnated with resins or PTFE-coated fiber systems—onto a damaged or prepared substrate to restore load-bearing capacity, seal failures, or join dissimilar materials.
The process achieves a structurally competent bond that distributes stress, resists chemical and mechanical degradation, and meets the performance demands of the original component, often without downtime or replacement. When executed correctly, the composite and substrate function as a single load-bearing unit.
How composite bonding differs from other joining methods:
- Distributes load over a larger surface area, avoiding the localized stress concentrations that mechanical fasteners create
- Crosslinks at the molecular level rather than relying on surface adhesion, enabling bonds to low-surface-energy polymers like HDPE and PTFE that traditional adhesives cannot grip
Why Industrial Operations Use Composite Bonding
Composite bonding reduces the need for full component replacement, enables in-service or in-situ repair on live pipelines and pressurized systems, and can be deployed without heavy equipment or long planned shutdowns. Per ASME PCC-2 and ISO 24817, properly designed composite repairs can extend asset life by up to 20 years — eliminating the capital expenditure and operational disruption of full replacement.
What Industrial Environments Demand
Industrial environments subject repairs to chemical attack, operating pressure, temperature cycling, abrasion, and UV exposure—particularly in sectors like oil and gas, mining slurry pipelines, and marine infrastructure. Composite bonding systems address these challenges when matched correctly to substrate material and operating conditions:
- Chemical resistance: PTFE-coated fiber systems resist corrosive chemicals that degrade conventional materials
- Pressure tolerance: Engineered composite wraps restore hoop strength in pressurized pipe systems
- Temperature stability: Thermoset resins maintain bond integrity across wide temperature ranges
- Abrasion resistance: Fiber-reinforced laminates withstand mechanical wear in slurry and particle transport applications
What Goes Wrong When Composite Bonding Is Misapplied
When composite bonding is skipped or improperly executed, the consequences compound quickly:
- Unchecked crack propagation continues beneath the repair
- Pipe failure occurs under operating pressure
- Corrosion ingress accelerates at repair boundaries
- Unplanned shutdowns cost far more than a properly executed repair
Most failures trace back to three procedural breakdowns:
- Inadequate surface preparation — contaminants block molecular adhesion before it begins
- Incorrect material selection — mismatched systems fail under the actual operating environment
- Premature handling during cure — disturbing the repair before full cure prevents complete bond strength development
How the Composite Bonding Process Works: Step by Step
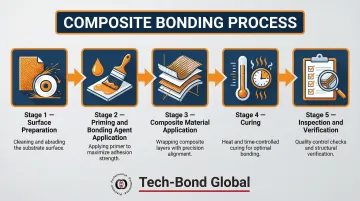
The composite bonding process moves through five distinct phases: surface preparation, priming, composite application, curing, and inspection. Each phase builds directly on the last. Skip or rush any one of them, and the entire repair is compromised.
Step 1: Surface Preparation
Surface preparation is the most critical determinant of bond quality. Contamination, moisture, oxidation, or insufficient roughness will prevent adhesion regardless of composite material quality.
Standard preparation methods include:
- Mechanical abrasion: Grinding or sanding to remove coatings, mill scale, and create surface roughness
- Grit blasting: Abrasive blasting to achieve specified cleanliness standards (typically SSPC-SP10 or ISO Sa 2.5 for steel substrates)
- Solvent cleaning: Removal of oils, greases, and organic contaminants using approved solvents
Acceptable surface cleanliness standards vary by substrate but generally require removal of all contamination, rust, mill scale, and previous coatings to a defined profile. For steel substrates, this typically means achieving a surface profile of 2-3 mils (50-75 microns) with cleanliness to NACE No. 2 or better. Low-surface-energy polymers like HDPE require specialized surface treatment to enable bonding—conventional mechanical preparation alone cannot create sufficient surface energy for molecular-level adhesion.
Step 2: Priming and Bonding Agent Application
The primer or bonding agent bridges the substrate chemistry with the composite material. It penetrates micro-pores in the prepared surface, improves wettability, and in advanced systems initiates the chemical crosslinking that distinguishes molecular bonding from surface adhesion.
Application variables that affect bond quality:
- Method: Brush, roller, or spray application—each suited to different repair geometries
- Open time: The working window between application and composite layup must be respected
- Film thickness: Too thin fails to wet the surface; too thick creates a weak boundary layer
- Environmental conditions: Temperature and humidity during application affect cure chemistry
In molecular bonding technologies, the bonding agent fundamentally alters the surface energy of low-energy substrates, enabling direct molecular-level contact where conventional adhesives would fail. This surface energy modification creates a chemical bridge rather than relying on mechanical interlocking alone.
Step 3: Composite Material Application
Applying the composite wrap, patch, or laminate system demands precision at every stage. Layup direction, overlap dimensions, wrap tension, and void elimination all directly influence whether the repair holds under load.
Critical application parameters:
- Fiber orientation: Align primary reinforcement fibers with principal stress directions
- Overlap specifications: Minimum overlap dimensions (typically 50-75mm) ensure load transfer between plies
- Tension control: Wraps must be applied with consistent tension to avoid bridging or excessive compression
- Void elimination: Consolidate each ply during layup using rollers or squeegees to remove trapped air
Material selection at this stage determines the repair's mechanical and chemical performance envelope. Fiber type (carbon, E-glass, aramid), weave pattern, and resin system must match the operating environment. Tech-Bond Global's Tech Patch Repair System (TPRS) uses PTFE-coated E-glass fabric engineered to exceed standard fiberglass in mechanical strength, chemical resistance, and dimensional stability. The PTFE coating resists chemicals, heat, and UV exposure; the E-glass reinforcement maintains flexibility under cyclic loading where rigid carbon fiber would crack.

Step 4: Curing
Curing mechanisms develop the polymer crosslinks that give the repair its final strength. Three primary curing methods exist:
Curing Methods:
| Method | Mechanism | Typical Cure Schedule |
|---|---|---|
| Ambient cure | Room temperature polymerization over extended time | 24-72 hours to handling strength; 7 days to full cure |
| Heat-assisted cure | Elevated temperature accelerates crosslinking | 2-4 hours at 60-80°C for full cure |
| UV cure | Ultraviolet radiation initiates photoinitiators | Minutes to tack-free; hours to full cure |
During curing, polymer chains crosslink, the composite stiffens, and bond strength develops over time. Temperature and humidity must stay within specified ranges throughout. Curing below minimum temperature thresholds results in incomplete crosslinking and reduced mechanical properties; excessive heat causes thermal stress and premature resin degradation.
Step 5: Inspection and Performance Verification
Post-cure inspection confirms repair quality before returning the asset to service. Standard inspection methods include:
- Visual inspection: Check for voids, delamination, edge adhesion, and surface defects
- Holiday testing: Electrical continuity testing detects pinholes or gaps in pipe coating repairs
- Pressure testing: Hydrostatic or pneumatic testing verifies structural integrity where applicable
- Documentation: Photographic records, material certifications, and process compliance records certify the repair for continued service
Thorough documentation is not just good practice — it's a regulatory requirement. ISO 24817 and ASME PCC-2 require engineers to design and document repairs that demonstrate they can withstand original design conditions. These records become part of the asset's maintenance history and must be retained for regulatory compliance and ongoing maintenance planning.
Key Factors That Affect Composite Bonding Performance
Inputs and Material Quality
Fiber type (E-glass, carbon, PTFE-coated), resin chemistry, and fabric architecture determine the repair's mechanical load capacity, chemical compatibility, and temperature resistance.
Material selection by operating environment:
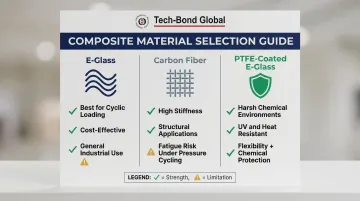
- E-glass: Best for most industrial applications — cost-effective with excellent flexibility under cyclic loading
- Carbon fiber: Suited to high-stiffness structural applications, but its rigidity can introduce fatigue failures under cyclical pressure
- PTFE-coated E-glass: The choice for harsh chemical environments, combining E-glass flexibility with exceptional chemical, heat, and UV resistance
Using substandard or generic materials in high-pressure applications is a leading cause of premature failure. Epoxy resins deliver superior adhesion and erosion-corrosion resistance compared to polyester or alkyd systems, while vinyl ester resins prevent osmotic blistering in marine environments.
Operating Environment and Substrate Type
The bonding process must be matched to substrate material (HDPE, steel, concrete, GRP) and operating conditions. Bonding to low-surface-energy polymers like HDPE and PTFE historically failed because conventional adhesives cannot achieve molecular contact: the surface energy is too low for wetting and adhesion.
Molecular-level bonding technology solves this by permanently altering substrate surface energy to enable direct chemical crosslinking.
Surface Condition Variables
Residual contamination from oils, mill scale, moisture, or previous coatings will degrade bond strength even when all other process steps are followed correctly. Minimum acceptable surface profiles and cleanliness grades for common industrial applications include:
- Steel substrates: SSPC-SP10 (near-white blast) with 2-3 mil surface profile
- Concrete: CSP 3-5 (medium to coarse surface profile) per ICRI guidelines
- HDPE/PTFE polymers: Specialized surface preparation to increase surface energy — mechanical preparation alone is insufficient
Environmental Conditions During Application
Ambient conditions directly affect bond strength. Most thermoset resins require:
- Temperature: 10°C to 35°C application range
- Humidity: Below 85% relative humidity
- Wind: Controlled to prevent accelerated solvent evaporation or surface contamination
Deviations from these parameters can reduce cured bond strength by 30-50%, even when all other variables are controlled.
Operator Skill and Process Discipline
Composite bonding is a process-sensitive procedure. Inconsistent resin mix ratios, incorrect layup sequence, or premature handling during cure all reduce performance. Structured training and certification programs ensure repeatable outcomes in the field.
Tech-Bond Global's four-tier certification system through IIT (ISM) Dhanbad covers progressive competency levels from basic application through master trainer certification. The program ensures technicians understand not just the procedural steps, but the engineering principles that govern bond performance.
Common Misconceptions and When Composite Bonding Is Not the Right Choice
Addressing the "Wrapping with Tape" Misconception
The most persistent misconception is that composite bonding is "wrapping with tape" or applying a surface patch. A properly executed composite bond is a structural repair that restores mechanical performance to near-original specification, not a cosmetic or temporary fix. The repair must be engineered to carry loads, withstand operating pressures, and resist environmental degradation for its entire design life—up to 20 years per ISO 24817 standards.
When Composite Bonding Is Not Appropriate
Composite bonding should not be used in these situations:
- Remaining wall thickness has fallen below the structural threshold the repair can reinforce
- An active high-pressure leak is present without prior leak sealing (the composite wrap cannot stop flow during application)
- The base material beneath the repair zone has degraded beyond load-bearing capacity
- The bonding system has not been validated against required regulatory approvals for full pressure containment
Signals of Inappropriate Default Selection
Composite bonding is being used by default rather than necessity when it is selected because it is faster or cheaper without a proper defect assessment, or when the system has not been validated for the specific substrate or operating conditions. Both scenarios produce repairs that fail ahead of schedule and drive up remediation costs.
Before specifying any composite repair, ISO 24817 classification must guide the decision: Type A covers structural reinforcement only, while Type B addresses structural reinforcement plus pressure containment. Skipping this step is one of the most common — and costly — errors in the field.
Frequently Asked Questions
What materials are typically used in industrial composite bonding?
Common materials include woven fiberglass, carbon fiber, or PTFE-coated E-glass fabrics combined with epoxy, polyurethane, or vinyl ester resin systems. The choice is driven by substrate chemistry, operating pressure, temperature, and chemical exposure of the application.
Can composite bonding be used to repair HDPE and other low-surface-energy polymers?
Conventional adhesive systems fail on HDPE and similar polymers because of their low surface energy. Molecular-level bonding technology — such as Tech-Bond Global's patented Polymer Bonding Process — crosslinks directly at the polymer surface, making permanent HDPE pipe repair feasible at industrial scale for the first time.
How long does an industrial composite bonding repair last?
Longevity depends on material quality, surface preparation, environmental conditions, and correct application. Well-executed repairs using validated composite systems on properly prepared substrates deliver permanent structural reinforcement, with design service lives up to 20 years.
What surface preparation standard is required before composite bonding?
Surface preparation requirements vary by substrate and bonding system, but generally require removal of all contamination, rust, mill scale, and coatings to a defined cleanliness and roughness profile. Inadequate surface prep is the single most common cause of composite bond failure in the field.
Is composite bonding suitable for pressurized or chemically aggressive environments?
Composite bonding systems specifically engineered for industrial service can perform in high-pressure, chemically aggressive, and high-temperature environments, provided the material system has been tested and validated for those conditions. ASME PCC-2 and ISO 24817 provide design criteria for these applications.
When should composite bonding not be used as a repair method?
Composite bonding is not appropriate in these situations:
- Substrate damage exceeds the structural threshold the repair can reinforce
- The pipe or component is actively leaking under pressure without prior sealing
- The system has not been certified for the regulatory requirements of the specific application